
Ny råspontlucksmaskin fördubblar kapaciteten

På Perssons jobbar vi ständigt för att ligga i framkant, bland annat genom att utveckla vår produktionsanläggning genom ny teknik. Det senaste tillskottet till produktionen i Bergstena är en helt ny råspontlucksmaskin som fördubblar vår kapacitet till att kunna leverera råspontluckor till 6000 villor per år.
För 15 år sedan startade vi på Perssons vår första produktionslinje för råspontluckor. På den tiden var produktionen väldigt manuell vilket ledde till att vi 2016 investerade i en ny maskin med en kapacitet att tillverka råspontluckor till ca 3000 villor per år. “Då tyckte vi att vi var snabbast i Sverige på att producera råspontluckor! Men nu, bara 7 år senare, ser efterfrågan helt annorlunda ut och för att hänga med i utvecklingen bestämde vi oss för att bygga ut och fördubbla produktionen.” berättar Mathias som är VD på Perssons.
Efterfrågan på råspontluckor är stor och med den nya investeringen väntas Perssons kunna leverera luckor till en stor del av taken som byggs i Sverige varje år. Luckorna levereras till både bygghandel och husfabriker genom olika kanaler runt om i landet. En råspontlucka sparar mycket tid ute på bygget jämfört med att lägga lösa råspontbrädor. För att effektivisera arbetet ännu mer har vi tagit fram Perssons-luckan som är en råspontlucka som går att få i valfri längd samt grundmålad, mellanstruken och färdigstruken om det önskas.
Perssons-luckan sparar mer än bara tid
Perssons-luckan är ett av många exempel på hur vi på Perssons hela tiden jobbar för att utveckla våra produkter till att underlätta så mycket som möjligt för slutkunden. Perssons-luckan grundmålas och mellanstryks innan den spontas, vilket sparar mycket tid för snickaren ute på bygget. Målet är att så snabbt som möjligt få huset tätt och med färdiga luckor går det extra snabbt och smidigt. Den målade Perssons-luckan minimerar dessutom risken för mögelpåväxt under takfoten, vilket lätt uppstår annars om träet är obehandlat.
Mathias tror att marknaden kommer svänga mer åt att fler och fler väljer målade råspontluckor. “Det är väldigt bra att virket är grundmålat och struket minst en gång. Förutom att det skyddar mot svartmögel så sparar det både tid och kraft från den som annars behöver stå och måla takfoten på plats. Vi har till och med levererat färdigstrukna råspontluckor till kunder som efterfrågat det. En annan aspekt är att man på köpet får ett vitt innertak uppe på vinden. Det ger en ljusare känsla och den behandlade ytan skyddar mot svartmögel även här. Det kan ibland vara ett problem med svartmögel i nybyggda hus, och en målad råspontlucka minskar den risken.” berättar Mathias.
Luckor i exakt rätt längder minimerar spill
Den nya råspontlucksmaskinen är speciellt framtagen och anpassad för att passa Perssons produktionslinje. Arbetet har skett med ett team från Perssons tillsammans med maskintillverkaren. Mathias har själv haft stor delaktighet i produktutvecklingsprocessen. “Vi har kommit med egna förslag och idéer och tillsammans med tillverkaren har vi kommit fram till en lösning som funkar bra för vår verksamhet.” berättar han.
Den nya maskinen kapar luckorna i exakta längder vilket minskar spill. Brädorna skarvas innan de spontas och stiftas ihop vilket gör att de går att få i vilka längder man så önskar. På Perssons finns det även möjlighet att få en luckplan för sitt nya tak. Råspontluckorna levereras då kapade i exakt rätt längder för att passa det blivande taket. Man får även med ett schema för hur luckorna ska monteras och snickaren behöver inte ens ta fram sågen. Har man redan beställt takstolar från Perssons blir det extra enkelt för oss att skapa en luckplan och arbetet på bygget blir smidigare än någonsin.
Den nya produktionslinjen håller en hastighet av ca 1 bräda varannan sekund. Det innebär att ett nytt paket med 50 st råspontluckor står redo för leverans var 12:e minut.
En råspontlucka blir till:

Steg 1: Brädorna levereras in genom porten och lyfts automatiskt upp till första steget i produktionslinjen.

Steg 2: Här får ändarna på brädorna en hona och en hane för att kunna skarvas ihop i nästa steg.
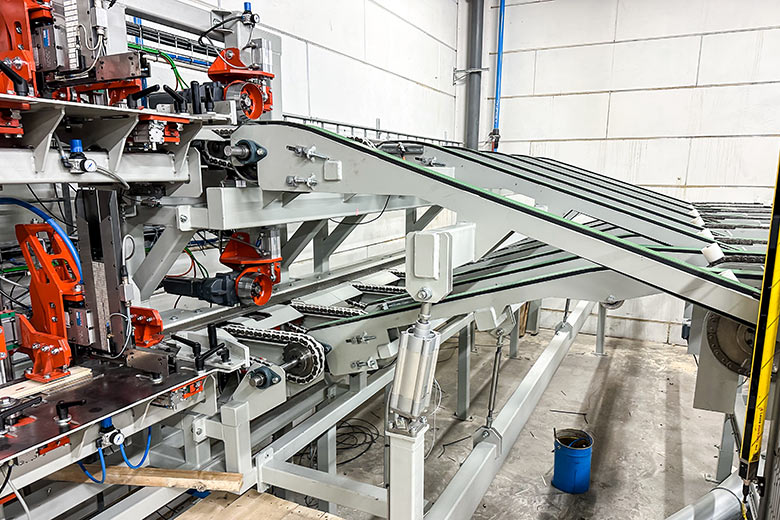
Steg 3: För att effektivisera skarvningen av brädorna delas de upp i dubbla linjer. Varannan bräda går upp och varannan bräda går ner.
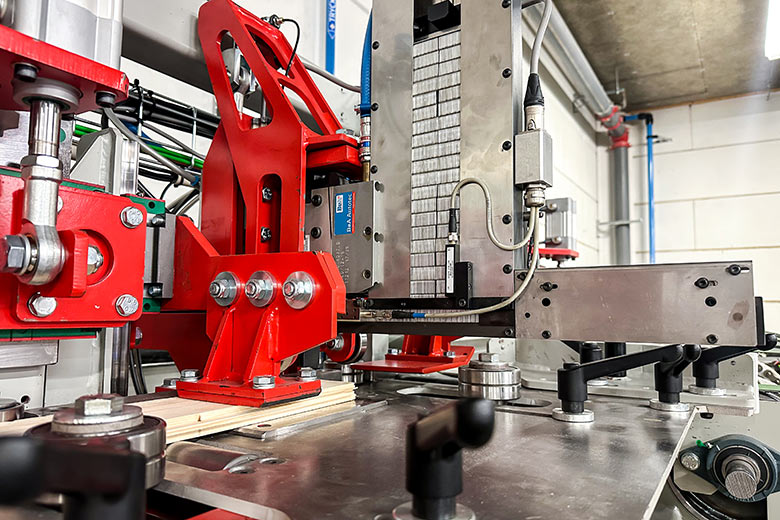
Steg 4: Brädorna skarvas ihop med hona och hane som låses ihop med ett stift. Därefter kapas brädan i önskad längd.

Steg 5: Ovan nämnda steg görs i två parallella processer för att öka kapaciteten i detta moment.

Steg 6: De båda linjerna går samman till en linje igen och brädorna spontas ihop på längden.
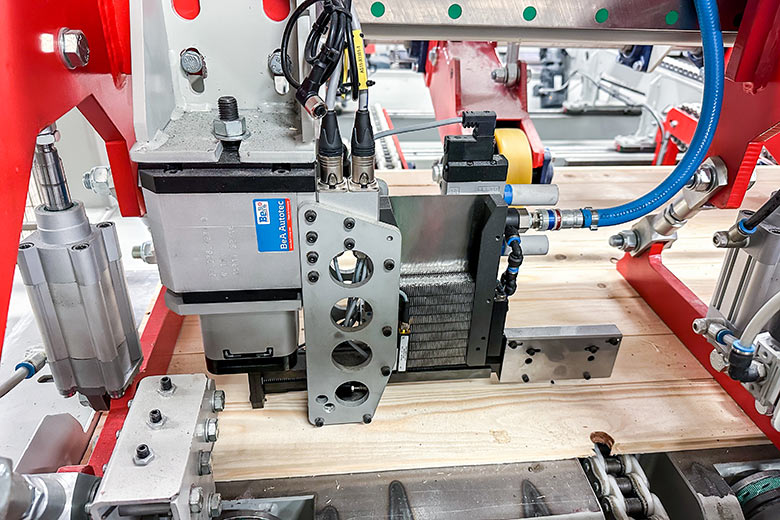
Steg 7: Luckorna låses ihop med hjälp av stift som slås ner i skarvarna på flera ställen längs med brädorna.

Steg 8: Här är sex brädor sammanfogade och den luckan fortsätter vidare till nästa steg.

Steg 9: Ändarna av luckorna finputsas i detta steg av två cirkelsågar för att få exakt önskad längd på råspontluckan.

Steg 10: De färdiga luckorna läggs på högar innan de packas.

Stiften som håller ihop luckorna har en vågform som skapar en spänning. Det gör att brädorna håller ihop extra hårt.
